
ü 引用本文
____________________________________________________________________________________________________________________________________
引用格式:王孝文,刘浩,巩玉伟.精冲技术在中国的发展和应用[J].四川兵工学报,2014(12):1-9.
Citation format:WANG Xiao-wen, LIU Hao, GONG Yu-wei. Development & Application of Precision Blanking Technique in China[J]. Journal of Sichuan Ordnance, 2014(12): 1-9
____________________________________________________________________________________________________________________________________
作者简介:王孝文(1976-),男,博士,主要从事车辆工程、材料成形研究。
____________________________________________________________________________________________________________________________________
精冲技术在中国的发展和应用
王孝文1 , 刘 浩2 , 巩玉伟3
(1.武汉理工大学汽车工程学院,武汉 430070; 2.哈尔滨工业大学(威海)汽车工程学院,山东威海 264209; 3.山东泰丰自动化有限公司,山东新泰 271200)
摘要:精冲是在普通冲裁的基础上发展起来的,精冲的主要形式是压边精冲;介绍了从20世纪60年代起精冲在中国的发展历程,许多单位和个人为精冲在中国的发展贡献了力量。精冲模具加工技术的发展促进了精冲技术的发展,例如精冲模具结构的设计更新、精冲模具加工机床的更新和其他工艺条件的更新都促进了精冲技术的发展,最后介绍了精冲的未来。未来的国际精冲舞台上必然有很多中国的科研成果,精冲生产的零件必将越来越多,各种各样的复合精冲工艺都将粉墨登场,大显身手。
关键词:精冲;压边精冲;复合精冲;精冲模具
中图分类号:TG386 文献标识码:A 文章编号:1006-0707(2014)12-0001-09
Development & Application of Precision Blanking Technique in China
WANG Xiao-wen1, LIU Hao2, GONG Yu-wei3
(1.School of Automotive Engineering, Wuhan University of Technology, Wuhan 430070, China; 2.School of Automotive Engineering, Harbin Institute of Technology (Weihai), Weihai 264209, China; 3.Taifeng Zongheng Enterprise Technology Consulting Limited Company of Shan dong, Xintai 271200, China)
Abstract:This article mainly introduces to us that the precision blankingt echnique has developed from the ordinary blanking technique. The main form of the precision blanking technique is the blank holder precision blanking. Meanwhile the article talks about the development of the precision blanking technique in China since the 1960s. Many work units and individual shave made great contributions to the development of the precision blanking technique in China. Also the article tells us that the development of the processing technology of precision blanking die has improved the development of the precision blanking technique. For example, the die structural updated design of the precision blanking, the renewal of the die cutting machine and other updated process conditions have all contributed to the development of the precision blanking technique. The article also refers to the future of the precision blanking technique in the end. Many Chinese achievements in the scientific research are to appear on the coming international stage of the precision blanking. Varieties of composite precision blanking process will make themselves up to go on the stage and display their skill to the full.
Keywords:the precision blanking; the blank holder precision blanking; composite precision blanking; the diecutting machine
1 精冲工艺的出现
精密冲裁技术简称精冲技术。
精冲技术组合了冲压技术的经济性和一般机械加工方法的高精度,在不少场合可取代铸造加工、锻压加工、车加工、钻加工、磨加工等工艺。
精冲是在普通冲裁的基础上发展起来的,只有在普通精冲的土壤上才能诞生精冲。
冲裁是冲压工艺的分离工序,如图1所示。它和其他冲压工序一样,生产率高,材料利用率高,能量消耗少,生产成本低,产品净形率高(质量轻),强度和刚度好,容易实现自动化生产。由于这些优点,冲裁在各机械工业部门广泛应用。
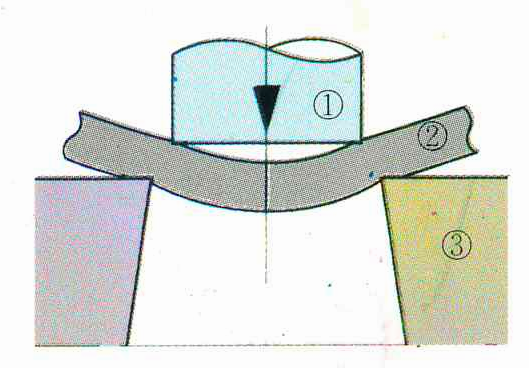
①冲头;②坯料;③下模
图1 普通冲裁原理示意图
然而,由于冲裁过程的加工特性,普通冲裁时冲头1和凹模3模腔的间隙较大,即冲头1的外径尺寸小于凹模3模腔的内径。在冲压过程中,板料2发生拱弯,板料2在还没有被完全剪断前就被撕断。因而,在剪切面上有大约三分之二的撕裂带,剪切面的品质和精度不能满足某些冲裁件的技术要求。在这种情况下,普通冲裁只能制坯,对普通冲裁件还需进行后续机械加工。在冲压生产薄片齿轮时,一件一件再进行机械加工生产显然不合时宜,效率很低,成本很高,品质低,而且不稳定。
后来人们冲裁制坯后钻孔,铰中心孔;再用一根具有一定精度的芯棒,按一定的配合要求将多片冲裁后铰了中心孔的坯料穿套在一起进行滚齿。这种加工方法生产零件仍然效率低,成本高,加工品质也不能满足生产要求。
人们在生产实践中逐步摸索和反复试验,力图寻求既具有冲裁工艺的固有优点,又能获得剪切面品质高、精度也高的冲裁方法。
图2为一般压板精冲原理示意图。在冲压前压板先将板料压紧。冲头1和凹模3模腔的间隙小,甚至为零(无间隙),为负(冲头的直径大于凹模模腔直径),即冲头1的外径尺寸等于或大于凹模3模腔的内径。在冲裁过程中,板料不发生拱弯,板料被完全剪断,因而截面断口光洁。人们把这样的冲裁就叫做精密冲裁,简称精冲。
图3为普通冲裁件和精密冲裁件剪切面品质的比较。
精密冲裁技术一般适合于生产批量在10万件以上,中等复杂程度以上的零件,批量越大越显示出这种工艺的优越性。某小齿轮盒零件成本的比较曲线大致如图4。当批量很小时,精冲的成本大于普通冲裁的成本,批量越小,成本越高,差别越大。而批量增加到15×103=15000时,精冲成本曲线与普通冲裁成本曲线相交于一点,精冲的成本和普通冲裁的成本相同。如批量继续增加,则精冲成本更低,大约是普通冲裁的55%左右。
有资料介绍[1],日本在20世纪初期,才“国产化“精冲机,但现在正在使用的精冲机大约有360台。一台精冲机,每年工作300天,每天工作20h,每年工作不少于600h。2006年全年共生产精冲件12亿件。其中有一台精冲机,每分钟行程次数为100次;一模4件,全年生产达6500万件。
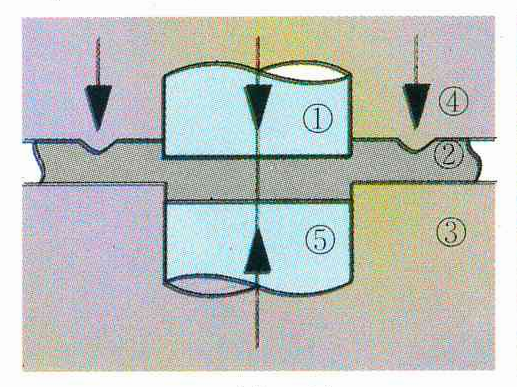
①冲头;②板料;③下模;④压边圈;⑤反向加压柱塞
图2 精密冲裁原理示意图
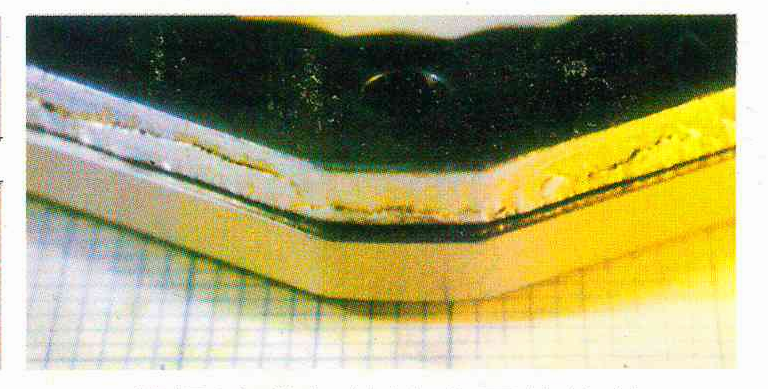
图3 精密冲裁件(下)和普通冲裁件(上)的剪切面
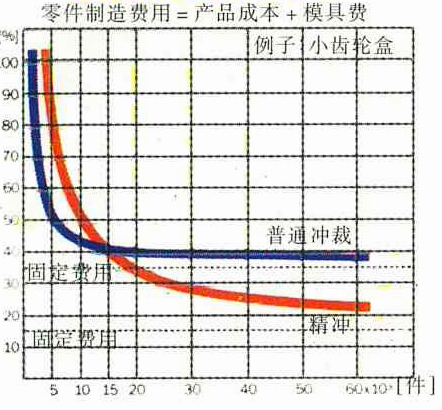
图4 某小齿轮盒零件成本的比较曲线
2 精冲的主要形式是压边精冲
精冲技术的应用行业有汽车、摩托车、计算机、录像机、通讯设备、飞机制造业、家电产品、办公机械、光学元件、建筑业等。用精冲生产的零件有近8000种,大约50%~60%的精冲件用于汽车工业,如涡轮增压器、制动器、变速箱、安全带、座椅、空调、压缩机等。
精密冲裁与精密锻造、精密焊接、精密铸造、精密剪切等精密成形工艺一样,是当前工业技术的发展方向,它们与国计民生有着密切的关系,对于节材节能绿色制造关系极大。
精冲工艺在节省设备、工装、生产面积、生产工时、物流等方面具有显著的经济效益。如某厂家有一台精冲机,模具加工能自己配套解决,可年生300~600万件以上精冲件。
凡是能提高冲裁件的剪切面品质和尺寸精度的冲裁工艺都叫精冲。
对普通冲裁件的二次加工一般叫精整,精整分修边和挤光2种。
精整常用的一种方法就是修边。修边就是切除不光洁表面。修边模的冲头和凹模的间隙应尽量小,大约为0.006~0.010mm,甚至为负间隙。当然负间隙不宜太大,也以-0.006~-0.010mm为宜。修边余量和修边次数由料厚和产品的形状决定。
修边件精度高,粗糙度小,塌角和毛剌小,缺点是在修边生产时定位要求高,不易除屑,效率低。
如在修边过程中加入有关能量,使冲头在工作过程中产生振动,则称振动修边。所生产的产品品质高于一般振动件,但修边件的某些缺陷可能仍然保留。
挤光主要用于软料,它是将凹模的入模口设计为锥形,让普通冲裁件通过锥形入模口挤光。锥形入模口的锥形部位约高0.04~0.06mm,一般挤光件的品质低于修边。
采用小间隙冲裁可以获得粗糙度较小、塌角毛刺较大的挤压-精冲件,冲裁间隙不大于0.02mm。落料时的凹模圆角半径和冲孔时的凸模圆角半径之大小均为0.1t,t为板料厚度,单位为mm。
负间隙冲裁更是明显将坯料挤压进凹模模腔,凸模的工作直径大于凹模的工作直径,大约大(0.05~0.2)t,。要注意凹模入模口的圆角半径的大小为(0.05~0.1)t。负间隙冲裁适用于软料,能获得较小的粗糙度,但塌角和毛剌较大。
精冲时还可采用阶梯式冲头,双台阶冲头的小直径按小间隙冲裁过程,大直径与小直径之差为(0.15~0.35)t,高度差为(0.1~0.4)t。精冲时也可采用双层凹模,上、下凹模与冲头的间隙也大约为(0.15~0.35)t。这样,获得的冲裁件粗糙度小,生产率较高,缺点是对于复杂轮廓的产品模具制造困难。
精密冲裁的主要形式是压边精冲,压边精冲的工艺特点主要是更小的小间隙冲裁,其间隙值为0.01t,而且必须采用压边圈(一般采用V形齿压边圈)或反向压板加压夹持。所产生的产品精度高,粗糙度小,塌角和毛剌也小,生产效率高,但模具或设备复杂。
如果压边圈上无齿形,是一块平板,那么就叫做平面压边精冲。在冲裁前和冲裁中均是“平板”压紧坯料。
此外,还有将冲头设计成冲头内芯和冲头外圈2件,构成组合冲头。冲裁时,外圈先压入(0.7~0.8)t后冲头内芯再行冲裁。所产生的产品精度高,粗糙度小,塌角和毛剌也小。可以冲厚料和刚性差的材料,这就是所谓的“对向凹模精冲”。实际上相当于抛弃了压板,压板与凹模合为一体。
当工作部分由2个凸模和2个凹模组成。一个凹模固定,另一个凸模和2个凹模的成形力单独可调,而且按照一定的预置程序动作挤压,完成整个往复成形精冲过程。
一个凸模和2个凹模还可实现锁定和给以一定压力的状态。
精冲工作开始阶段,上模中的活动凹模一直锁定,滑块下行。此时先让上凸模锁定,下凸模无压力,使精冲毛坯受到活动凹模和上凸模的压力,内部部分材料被挤入固定凹模的模腔中(下凸模被挤向下)。
然后让下凸模锁定,上凸模无压力,内部部分材料流入活动凹模的模孔中,上凸模被带动向上。
此时精冲坯料在固定凹模和活动凹模模腔之内的尺寸加厚,与坯料接触部位的模面之间的厚度变小,产生连皮。而在固定凹模和活动凹模接触部位的模面以外的坯料厚度不发生变化或基本不发生变化。
精冲工步的最后阶段,滑块继续下行,上凸模处于锁定状态。活动凹模产生所需的压边力,压紧坯料,下凸模产生所需的反向压力,在压边力的反向压力的作用下,上凸模完成连皮的强力压边精冲,从而实现精冲成形全过程。这就是所谓的“往复成形精冲”。
往复成形精冲与对向凹模精冲实质上也是相同的,只是把上下凹模(冲头外圈)都设计成一样,其极限状态可以想像成与指甲钳剪指甲的原理差不多。
精冲工艺又可以和其他成形工艺复合。主要有3种复合形式:第一种是精冲外形轮廓和精冲内孔的复合,第二种是精冲成形和其他冲压工艺如拉深、弯曲、侧向冲裁的复合,第三种是精冲成形与体积成形(挤压成形)的复合。第一种情况比较简单,在普通精密冲裁和在精冲机上精冲的文献内就有不少介绍。关于精冲成形和其他冲压工艺如拉深、弯曲、侧向冲裁的复合成形[2-18],关于精冲成形与挤压成形的复合的例子也有不少[19-27]是在同一台压力机上的复合,至于与其他设备复合的例子,如为其他设备生产预成形件,或其他设备为精冲工艺制坯的例子,在有关书籍文献里将作详细介绍。
3 精冲技术的发展历程
采用压边工艺能提高冲裁件的断面品质,欧洲人在20世纪20年代就已发现并申报专利。20世纪50年代进入实用阶段。1952年,瑞士Schmid公司开始将肘杆式冲床改装成精冲机。1956年,瑞士开始生产第一台肘杆式精冲机,至今仍在生产。后来才生产全液压精密冲裁压力机。
20世纪70年代中期进入普及期,汽车制造业中大量采用精冲技术。经过50多年的发展,该工艺已相当成熟。平均每辆轿车的精冲件的数量有250~300件,我国曾一度致力于对冲压件修整进行研究,在研究修边的模具和工艺上下过功夫。20世纪50年代就有人在前苏联对其进行研究[28]。由于振动修边在瑞士钟表行业得到广泛应用,我国仪表行业从瑞士ESSA公司进口了40kN凸轮式振动修边压力机和160kN内外滑块式振动修边压力机。后来,上海第七机床厂也能生产这种凸轮式振动修边压力机[29]。
20世纪60年代初,国内有研究机构专门研究振动修边工艺。而这时,由于采用压边工艺能直接使冲裁件的品质提高,精冲技术在国外迅速发展。专门生产精冲机的厂家就有10多家。
国内有的单位精冲压力机和精冲模具的主要加工设备从国外引进,如苏州东风精冲公司和广州精冲零件公司等,也有单位立足于自主开发,如武汉理工大学、北京机电所、兵器工业第59研究所(重庆)、杭州武林机械厂等。
从瑞士Finetool Osterwalder公司进口的GKP型精冲压力机为肘杆式底传动机械压力机,其运动曲线可以满足精冲工艺过程的快速闭合、慢速冲裁的快速回程的要求。其齿轮和轴之间采用紧固环连接,既可保证双边同步传动,又能实现过载保护。滑块由表及里排滚柱过盈导向。
20世纪80年代后进口的压力机均为全液压式,吨位有3200kN、4000kN、6000kN与8000kN。滑块对工作台的垂直精度为0.08mm/180mm,这是一项最重要的技术指标。
1962年A.Guidi第一次发表精冲理论引起了中国冲压行家的关注并将其论文翻译后在1963年的《机械译从》杂志发表。
国内一机部仪表工厂设计处与一机部机械科学研究院、西安交通大学从20世纪60年代初期就共同进行精冲工艺研究,1965年10月撰写有“仪表零件精密冲裁工艺试验研究小结”,但没有公开发表[30]。
1965年西安仪表厂从瑞士Feintool A G Osterwald/She-weiz公司购进一台800kN肘杆式三动精冲机和多套小模数齿轮精冲模,生产仪表零件。1966年5月原机械部济南铸锻所完成了与天津红星工厂合作用强力齿圈压板精冲打字机零件—卡簧片的研究报告。
天津李锡曾在1966年《锻压机械》杂志上发表论文“精密冲裁”,是国内第一篇公开发表的关于精密冲裁的文章[31]。
如果在设计模具的液压模架时,能提供压边力、反向压力和保证导向精确,将它安装在通用压力机上,也能完成精冲工艺。这就是简易精冲,也有人称其为普通精冲。20世纪70年代,南京航空学院曾采用碟形弹簧或聚氨酯橡胶等弹性元件建立压边力和反向压力开展简易精冲[32-33]。简易精冲的投资少,见效快。适合于生产批量不大的我国国情,适合于精冲入门。其不足之处是当模具开启时,顶件和卸料同步,往往发生将精冲件顶回到废料框中。从而有可能使剪切面擦伤,影响下次送料。
1972年,哈尔滨仪表机床厂开始研制“YA99-25型精密冲裁液压机”,该机的主要技术性能参数为:主活塞最大压力350kN,压边滑块压力10~100kN,反向支承压力5~50kN;结构采用上传动方式,主油缸安装在机身最上方,油缸内装有内外活塞,外活塞与压边滑块连接,内活塞杆穿过外活塞及压边滑块可与凸模相接,压边滑块在4个立柱的导轨间上下运动。工作台的下面装有反向压力油缸,液压油的油箱在机身的最下方,液压件箱装在机身的左上方,电器箱装在机身的右上方,机身为铸铁件[34]。
1973年,另一位冲压前辈张正修在《锻压机械》杂志上发表了第二篇同名文章“精密冲裁”,我国在70年代开始在生产上有所应用[30]。
1974年,华中工学院与长江有线电厂协作,设计制造了一套液压精冲模架,利用普通压床改装,进行多种零件的精度冲裁工艺试验,获得成功,并投入生产。当年四机部在该厂召开了全国性新工艺经验交流会,并拍摄电影[35]。
1975年,贵州长征电器九厂开始研制简易精冲,76年正式投产,用于冲裁5mm以下低碳钢板材,效果良好,截面粗糙度Ra≤1.6μm,尺寸精度可控制在±0.02mm[36]。
武汉733厂(武汉长江有线电厂)在JB21-100型开式双柱固定台压力机上安装液压装置精冲电传打字机零件获得成功并扩大生产,还将此项技术传授给天津754厂(总后天津实验工厂),也取得满意成果。
国营772厂在《航空工艺技术》1976年第三期上发表第三篇同名“精密冲裁”的文章,文章介绍了他们经过4个多月的试验,将JB21-100型100吨开式偏心冲床改装成为精冲冲床,用通用模架精冲模具生产精冲件[37]。
1976年,我国与FEINTOOL公司开始精冲技术交流,翻译了Feitool《实用精冲手册》(初版),Feitool第一次向中国提供了精冲技术培训资料,后被译出于1977年由国防工业出版社出版,即《精冲技术》(第一版)。
1977年,内江锻压机床厂研制Y99-63/100型精密冲裁液压机获得成功[38],同年召开鉴定会,称其“填补了空白,该机的性能满足精冲工艺的要求,参数选择合理,符合我国国情,机器的设计和试制是成功的”。
1977年,上海开关厂采用精冲工艺生产SN8-10触片,设计制造了精冲通用模架、模芯和液压装置,并在普通闭式单点压力机上进行了精冲试验,正式用于生产,效果很好[39]。
1977年原一机部北京机电所设计的精冲液压模架在天津第三开关厂投入使用,使国内精冲料厚增大到10mm,可精冲零件最大尺寸达到250mm。
1978年哈尔滨锻压机床厂研制出Y99-25/40型250kN,内江锻压机床厂研制出Y26-100型1000kN三动全液压精冲压力机。截至1978年底,国内已有西安仪表厂、无锡模厂、安徽电影机械厂、天津电器厂、上海人民电器厂、上海星火模具厂等100多家科研单位与企业开发应用精冲技术。1979年为介绍国外先进经验,总结国内推广精冲技术的成果,10月31日至11月8日国家仪表总局委托一机部第十一设计院和无锡模具厂主办于在江苏无锡市召开了《精密冲裁与模具“三化”技术经验座谈会》。参加这次会议的有来自全国21个省市自治区及中央直属的大专院校、科研设计及企事业部门,计91个单位131位代表[40]。
精密冲裁前期主要用于仪器仪表、照相机、办公机械、起重机械、电器开关等行业,80年代开始进入汽车摩托车行业,国内有几十家工厂采用。
20世纪70年代国内曾先后开发了4000kN和1000kN2种全液压精冲压力机,小量投入市场。但在滑块对工作台的垂直精度和送料装置自动化方面不够理想。有些精冲压力机的滑块采用滚动导向,导向精度高,然而抗偏载能力差。
Feintool SMG公司推出4000kN、25000kN大吨位全液压三动精冲压力机,为冲制厚板,大尺寸精冲零件创造了条件,1981年中国研制出6300kN精冲压力机。
当时,北京机电所涂光祺开发了台阶式内阻尼静压导轨,在承受倾复倾覆力矩100kNm的情况下,压机滑块导轨仍保持油膜润滑[41]。内江锻压机床厂开发的Y26-630型精冲压力机,即采用此结构。同时生产了3台,一台在兵器部59研究所,从1986年开始使用至今,仍保持良好的精度和性能[42]。
湖北军工企业733厂、181厂等单位从20世纪70年代开始在精密冲裁方面做了大量的工作,取得了在普通压力机上进行精密冲裁的成熟技术成果,武汉车锁厂、513厂、520厂在这方面也应用得很好。“在普通压力机上进行精密冲裁”技术通过部级鉴定,获得多项奖励,分别列为航空工业部和国防科工委“八五”重点推广项目,1994年又通过国家科委初审和答辩,列为国家级重点科技成果推广项目[20]。
20世纪80年代前,我国进口的精冲压力机有30多台,都是小吨位,大部分是400kN,少量为600kN,750kN,800kN,1600kN,2500kN,大部分从瑞士Finetool Osterwalder公司进口,少量从瑞士Schmid公司、瑞士ESSA公司和英国Fine-O-Matic公司进口。
Schmid公司生产HSR自动化精冲机组,实现了上、下料全自动,其最大吨位达10000kN[43]。
1984年无锡模具厂接受“六五”科技攻关项目“精冲新工艺”,用国产Y99-25型精冲机和进口Feitool GKP25/40精冲机精冲电镀表m=0.3550的小模数片齿轮、照相机调焦凸论等零件获得成功并通过国家鉴定,投入生产。基于中国汽车工业总公司“八五”行业发展规划重点技改项目,该公司筹建了苏州东风精冲工程有限公司,从Feintool公司成套引进精冲技术及设备,标志着国内推广精冲技术已进入汽车制造行业。该公司具备设计与制造精冲模50套/年及各类精冲件800万件/年的能力,是国内较有实力的汽车精冲零件加工中心。
1987年2月,四川省机械工业厅受国家机械委员会机床工业局的委托,在内江市召开了Y26-100型1000kN精密冲裁液压机技术鉴定会。
20世纪80年代后期,国内有人从复合挤压试验过程中发现冲裁变形这一事实出发,进一步分析了冲裁变形机理,指出冲裁变形开始阶段就是挤压。并且用实验说明了冲裁和挤压之间的差异和不可分割的联系[44-51]。
1993年天津市电机总厂,采用高速精密自动级进冲压(高速级进冲)生产100mm电机铁芯冲片。因其具有高效、精密、安全、优质和节约原材料等显著优点,在生产上产出的技术经济效益很高[45]。
21世纪以来,我国有宁波帕沃尔精密液压机械有限公司生产YPKJ系列框架式精冲液压机,佛山市兴发液压机械制造有限公司生产ZWJ系列四柱快速精冲机。徐州特种锻压机床厂生产YTD26型内阻尼静压导轨精冲压力机。
武汉华夏精冲技术有限公司2003年12月与武汉理工大学联合成立技术中心。2004年5月,首台HFB6300A全自动液压精冲机总装完毕投入试生产运行。2005年4月,武汉华夏精密机械工程公司和武汉理工大学联合研制的HFB2500A全自动液压精冲机通过省级科技成果鉴定[46]。
据《上海证券报》2012年3月7日第F10版“公司纵深”专栏宋元东的一篇文章:“中航精机收购武汉精冲49%股权”,中航精机“包揽”了其子公司武汉中航精冲的全部股权。由于公司控股子公司武汉中航精冲技术有限公司外方股东英国CRH的实际控制人发生变更,中外双方对武汉精冲的发展战略产生分歧。为保证武汉精冲的长远发展,巩固公司在国内精冲行业的领先地位,3月5日,双方签署合同,CRH向公司转让持有的武汉精冲49%的股权以及与之有关的所有权利和利益,合同转让标的金额520万美元。通过上述股权收购后,公司将持有武汉精冲100%的股权,武汉精冲将成为公司的全资子公司”。“武汉精冲自2009年正式投产以来,经过三年的成长期,基本完成了市场布点,形成了汽车座椅系列精冲件、汽车门锁系列精冲件、汽车发动机及变速箱系列精冲件三大业务板块;已完成超过100个精冲零件的开发,正在开发的新产品有近20个,已初步形成自己的产品开发能力和开发路线;武汉精冲2011年实现营业收入3506.69万元,净利润131.36万元。
湖北黄石华力锻压机床有限公司与武汉理工大学合作,开发出了数控精冲机系列产品KHF200、KHF320、KHF500、KHF700、KHF1200,不仅满足了我国精冲生产装备市场需求,而且替代了进口。精冲机的部分技术指标达到国际先进水平,在我国市场占有最大份额。
2012年6月6日,黄石华力锻压机床有限公司举办了“KHF系列精冲机制造15年技术总结暨2012款精冲机展示会”,展出了KHF-500液压式数控精冲压力机。该机冲裁平稳、可靠。与会人员评价:“华力公司2012款精冲机与国际先进水平已不存在代差,在硬件性能、软件控制、使用效能已接近国际水平,整机性能在国内已达领先水平。”
吉林大学、江南大学、天津大学、天津理工大学等[47-52]校从一进入21世纪就培养精密冲裁方向的研究生,到现在为止全国已经培养近100名硕士,他们的硕士论文都是关于精冲的设备、工艺和理论研究方面的。特别是武汉理工大学在复合精冲的理论研究和生产实践方面取得了明显的进步和成绩[9、53-54]。通过有限元模拟技术对复合精冲工艺进行了研究,揭示了复合精冲技术的成形特点;研究了精冲复合成形件的毛坯设计方法,开发了毛坯设计系统;利用仿真软件ADAMS建立了10000kN精冲压力机虚拟样机模型,完成了10000kN精冲压力机虚拟设计;以汽车拨叉、摩擦片为对象,研究了精冲技术在汽车零件的应用;通过有限元模拟及实验方法分析了精冲模具应力、模具磨损等变化规律;采用DEF0RM-3D分析了汽车刹车片钢背精冲过程中工艺参数对精冲质量、模具磨损的影响规律。
压边精冲在国内应用生产也只有半个多世纪,已发展得比较成熟,基本定型。国内也已发展30多年,逐步完善了自主开发的技术,基本上消化了引进的国外技术。我国也与世界接轨,先后制定了《精冲件结构工艺性》、《精冲件质量》、《精冲件通用技术条件》、《精冲件工艺编制原则》、《精冲模具》、《精冲压力机精度》和《精冲模润滑技术条件》等国家标准和行业标准。
我国已累积生产近千种精冲零件,其中有汽车座椅角调器总成,汽车、坦克、飞机上的制动摩擦片,变速箱拨叉,厚度从0.4~4mm的直齿齿轮,摩托车主动链轮和从动链轮,空压机阀板等,其中图154飞机起落用的摩擦片,外径达375mm,厚8mm。材料为30CrSiMoV, σb = 700~800 MPa。
有资料介绍,日本现在冲零件中,最薄的为0.1mm,最厚的为19mm[1]。
汽车上的精冲件如图5。
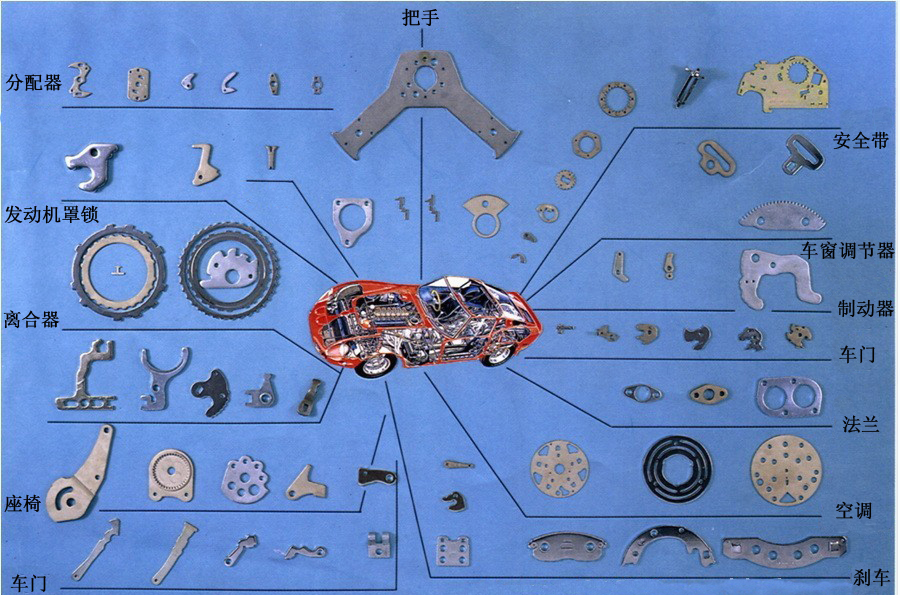
图5 汽车上的精冲件
压边精冲发展的同时,日本开发了对向凹模精冲,德国开发了集成精冲,美国开发了挤压精冲。它们各自都有专用的精冲压力机。但压边精冲仍然占很大的比重。估计以后还会有其他的精冲方法出现。集成精冲、挤压精冲和压边精冲基本相同,精冲件剪切面的品质也差不多。其主要区别是在压边圈上不带“V”形齿。
经过较长时间的锤炼成长,新世纪以来,国内已能长期稳定的组织精冲件大批量生产,在品质上完全符合有关技术要求。我国在精冲技术领域,基本上消化吸收了引进的国外技术,逐步完善了自主开发的技术,并且有所创新。
许多事实表明,精冲工艺的发展方向大致为:
1)被精冲材料的强度(σb)越来越高,厚度(t)越来越厚,尺寸越来越大;
2)精冲件的内形轮廓和外形轮廓越来越微小精细,越来复杂;
3)精冲件的尺寸精度越来越高。
国内已有较多的关于精锻-精冲复合工艺和精冲-精锻复合工艺的研究,这2种复合工艺都是使板料精密冲裁和棒料精密成形交汇和结合,相互取长补短。因此精锻-精冲复合工工艺和精冲-精锻复合工艺生产出的零件大小、轮廓将由精锻和精冲组合完成,充分发挥2种工艺的优势,成为精冲件大型化、复杂化和向更厚方向发展的一种途径。
有关复合精冲的专利也在不断涌现。武汉理工大学申报了“一种板料冲压冷锻与精冲复合凸台零件的成形工艺”专利[55],还申报了“精冲模具及使用其加工斜齿圆柱齿轮的旋转精冲成形方法”[56]。
在精密成形设备上精锻成形棒料毛坯,可为后续精冲提供厚度不等且不受被压边精冲材料极限厚度约束的复杂形状毛坯。
精冲板料也可获得适合于后续精密锻造成形的复杂形状的异形预制坯,扩大精锻工艺的应用范围。
后一种情况在瑞士Schmid公司冷精密摆辗一枪械零件时已有先例,在冷精密摆辗终成形时,采用精冲件作为坯料,见图6[57]。

(a)自行车零精预制坯件(左)、冷摆辗成形件(中)和切飞边后的摆辗成形件(右)

(b)兵器用制动杆的精冲预制坯件(左)和冷摆辗成形件(右)
图6 schmid公司的冷摆辗成形件和精冲预制坯件
国内有人在日本“对向凹模精冲”的基础上,提出“往复成形精冲”的概念并进行理论研究和生产实践[58]。还有人更具创新思维,提出“摆辗精冲”[59],提出“辊式精冲压力机”[60],利用具有一定曲率半径的精密冲裁模进行精冲。
4 精冲模具加工技术的发展促进了精密冲裁技术的发展
曾经有一锻压前辈说过,有了精密的锻压设备但是模具的精度不高不能生产出精度高的锻件或冲压件,而如果模具精度高,锻压设备精度不高倒有可能生产出精度高的锻件或冲压件。由此可见,模具是多么的重要。
1)精冲模具结构的设计更新
20世纪80年代前,国内的精冲模架均采用整体嵌入式结构,将凹模嵌入凹模座的锥形凹槽,压边圈要嵌入压边圈座的锥形凹槽。锥面的接触面要保证在75%以上,轴向预压量为0.4mm,预压后的凹模与压边圈的型腔要同心。否则就会在冲裁时产生冲裁间隙不均匀,影响精冲的成败。凹模座是模具中最主要的基本零件,上面有加工精度要求相当高的导向孔,加工制造相当困难。有人说它“在一定程度上阻碍了精冲在我国的推广”。
在20世纪80年代后,国内逐步兴起导销式模具。凹模和压边圈改由凹模座上的导销定位。在工作时凹模上的导销插入压边圈上的导孔内。凹模和压边圈分别由销固定在凹模座和压边圈座上。因为可以将凹模和压边圈叠在一起组合加工,所以这种结构加工简单,保证型腔对中,误差小。
与嵌入式结构精冲模具相比,很明显无论从加工费用和工人的装拆和操作角度来讲,导销式结构精冲模具的结构要合理得多。因为它取缔了一对大件的相互配合要求,而将其由4个导销导孔代替。
导销式结构的精冲模和嵌入式结构的精冲模同样具有“结构紧凑,封闭高度小”,“结构刚性好”,“定位可靠”的优点。
2)精冲模具加工机床的更新
模具加工机床的更新对促进精密冲裁的发展也起了很大作用。
有了电加工,才可以对淬硬了的材料进行加工,才能使精密冲裁大踏步向前发展。这是因为精冲模具要求的冲裁间隙太小,大约为料厚的0.5%,因而,对于轮廓形状复杂的异形零件,模具制造困难。如果完全依照对模具的工作零件配作,不但效率低,而且废品率高。
电火化加工技术的迅速发展,特别是高精度数控慢走丝线切割的应用,加工精度达到μ级,从根本上改变了精冲模具的加工面貌。高精度电火化、数控慢走丝线切割、数控点位坐标磨床和连续轨迹坐标磨床的加工精度都已达到μ级,用它们制造精冲模的工作零件可以实现互换。
人们在满足产品要求的前提下,尽量降低生产成本。发展线切割加工更适合精冲模具加工。因为高精度、数控、慢走丝线切割的加工精度达0.004mm。只需按零件图样编程后按指定的间隙分别切出凹模和凸模,压边圈和反向压板。对于多工位连续模用来保证上下模对中的零件,也只需利用一个程序分别切出,不需配作,实现精冲模具零件的互换。
国内具有这种加工能力和加工水平的数控慢走丝线切割机床已有多台。设想,如果没有线切割机床,精冲模的冲头和凹模要想达到相当高的精度和配合间隙是何等困难?
3)其他工艺条件的更新
开展精冲,必须具备精冲模具、精冲材料、精冲工艺润滑剂和精冲设备4个方面的条件。而精冲模具是关键,它因精冲件的不同而不同,直接影响产品品质和生产成本。
由于精冲件的本质是冲压件,所使用的原材料为板(带)材,工艺以冲压为主。从零件形状到工艺方法都比较单一,共性多,容易根据零件的尺寸和形状特征制定精冲模架标准和精冲模具零件标准,实现标准化。为了缩短精冲模设计周期,可以采用标准图纸。凹模、压边圈、凸模、反向压板可以先在哑图上给出部分尺寸,其他所有精冲模的零件图均可先行给出。对于某一个精冲零件设计精冲模时,只需根据工件的尺寸选定一个标准图纸,再按工件的轮廓尺寸填补标准图纸(哑图)的空白部分,精冲模具的结构图设计即告完成。
采用计算机以后,可建立精冲模架标准库和精冲模零件标准库。采用计算机绘制精冲模具图,可进一步缩短设计时间。
精冲模具的凹模、凸凹模和冲孔凸模等工作零件,与普通冲裁模的用钢相同,一般都采用高铬工具钢和高速钢,主要采用Cr12MoV钢和W6Mo5Cr4V2钢,美国同类型号为D2钢和M2钢,德国为X165CrMoV12钢和S6-5-2钢。
有人把模具材料说得神乎其神,好像模具钢非要买外国人的不可。确实不同的冶炼方法和不同化学成分的材料,直接影响模具寿命高低,但即使是相同的冶炼方法和相同化学成分的材料,如果组织不均匀,碳化物偏析严重,同样会降低模具寿命。如果用国产的模具钢材,赖以认真的热处理工艺和负责的科学态度,使模具寿命能大幅度延长,那才真正的叫有水平呢!
被精冲材料作为精冲的具体对象,是提高产品质量,降低生产成本、扩大精冲使用范围的重要因素,对这个环节也要足够重视。有人讲过,生产上无小事,凡是影响产品质量和生产成本的事都是大事,但是如果把这个问题解决了,它们就都成了小事。由于我们国家太大,部门太多,做好每一件事的组织协调工作很不容易。一家着急头疼的事,另一家不一定着急头疼。国外有的钢厂,对于常用材料主动进行附加技术处理满足精冲用户定货时提出的技术要求,专门开发适合精冲要求的材料。这一举动肯定能大大节约社会成本,节才节能。如一般抗拉强度σb大于600MPa的材料不易精冲,而欧洲、日本开发出高强度微合金细晶粒钢,其σb=650~850MPa,其钢板在6mm厚时精冲,仍可获得无撕裂的光滑剪切面。开发高强度微合金细晶粒钢,即使在国外,有哪一个搞精冲的工厂能搞得了呢?而对于钢厂来讲,他们搞这种课题和使其迅速产业化生产,应该是轻而易举。
利用精冲过程剪切面的加工硬化,使材料的剪切面之硬度能提高到满足生产应用(例如达到硬度40HRC左右),如果能免除后续的热处理工艺工序,不但可以降低生产成本,更重要的是可以避免热处理变形和剪切面被氧化,降低工件品质。这样的事情虽然应该是具体搞精冲的厂家要认真考虑的事,但是离开了钢厂的关心和支持,离开了对热处理工艺的掌握,也同样搞不好。
低碳钢可以直接使用,如需球化,则由精冲厂家自行解决。据说宝钢的QSTE420TM钢,σb=480~620MPa,鞍钢的12MnVNbTi钢,σb=660~670MPa,冲压性能较好,可以作为精冲用钢。但精冲厂仍应掌握丰富的热处理知识,配以真空退火设备或光洁退火设备,否则也只能是画饼充饥。
精冲工艺润滑剂对于精冲来说也是一个重要条件。但对其要求与一般冲裁相同,没有特别之处,应当没有什么问题。如精冲模具寿命,与模具的材料及热处理、精冲材料的内部组织、硬度和表面状态调和模具的结构和精度以及润滑剂的品质和润滑条件有关。天津某开关厂精冲杠杆零件,材料为15钢,厚4mm。采用机油润滑时一次刃磨寿命为2000~3000件,采用硫化茶油润滑时一次刃磨寿命为6000~7000件,而采用国产某单位研制的F-1润滑剂,一次刃磨寿命达41000件。
5 精冲的未来
精冲工艺最适合于生产扁平的板状零件,其冲裁厚度不可能很大。根据压边精冲机理和各种技术规范给出的数据资料也证实了各种材料都有其最大厚度极限。冲裁更厚的坯料,刃口的受力强度系数大幅度增加;坯料的塑性变得很差,将使剪切面的剪切终端表层剥落带增宽,表面完好率降低;精冲模的刃口容易崩缺,模具寿命降低。
要想精冲超过极限厚度的板料,可采用对向凹模精冲、往复成形精冲,或采用精锻-精冲复合工艺生产出适合于后续精冲的不等厚毛坯。也可采用精冲-精锻复合工艺,生产出适合于后续精锻的异形预制坯。
当前还应该重视开发精冲材料,扩大精冲-精锻复合工艺的应用,增加三维精冲件的品种、提高精冲压力机的品质和性能,扩大精冲压力机的应用范围以及加快市场响应速度。
搞精冲的技术人员也不要眼睛中只盯着精冲,也可换一种思维,例如可以不可以将一件厚工件改成2层组合或3层外形轮廓完全相同的精冲件叠拼到一起?当代已经发展相当成熟的“TOX”连接法,完全可以天衣无缝的完成这个使命。所谓“TOX”连接技术是利用TOX气液增力缸式冲压设备和TOX连接模具,通过一个冲压过程,依靠板料本身的冷挤压变形,形成TOX圆点,即可将不同材质、不同厚度的2层或多层材料连接起来。TOX连接对板材任何连接处原有的镀层和漆层都不会损伤。TOX连接自动化程度高,可单点或多点同时连接,并能进行无损伤连接强度的检测及过程自动监控,生产效率极高。
精密冲裁主要适用于介于原材料制造业与最终产品制造业之间的零部件、元器件和中间材料制造业,特别是关键性、高功能零部件、元器件和中间材料的制造业。这种产业应该具有很大盈利空间。
从20世纪90年代开始,新世纪正在迅猛发展的世界经济一体化,反映在制造业中的巨大变革是由金字塔式多层组织模式向分散网络化制造的扁平模式转化,金字塔式企业向扁平式企业转化。扁平式企业就是一种“虚拟企业”。“虚拟企业”为了快速响应市场需求,将产品涉及到的分散在各地的中场企业组建成一个没有围墙,超越时间约束,靠计算机网络联系,统一指挥的经济实体组合,完成既定的生产任务后这种组合自动解体,市场出现新的需求时,再进行新的组合。
与传统的大而全的金字塔式企业相比,分散网络化制造可充分利用社会现有资源,避免重复投资,投资省,新产品试制周期短,市场响应速度高,有利于组织柔性生产。
制造业在世界范围内的这种巨大变革正影响着我国,虽然全国性的制造信息网络尚未建成,仅仅是大而全的金字塔式的生产模式已不复存在。分散网络化制造的雏形正在国内形成。国外预测中场产业将成为制造业的核心和领导企业。显然,作为中场产业中的一员,精冲行业将以其独特的优势得到企业界的青睐而迅猛发展。
未来的精冲工艺和精冲设备必将更是一个百花齐放的春天!精冲生产的零件必将越来越多,各种各样的复合精冲工艺都将粉墨登场,大显身手。在国际精冲舞台上必然有很多中国人的身影!
____________________________________________________________________________________________________________________________________
参考文献:
[1]林一雄.日本精冲技术的新发展[C]//2007年第三届中国国际金属切割、冲压成形及制作会议论文集.出版地不详:[出版社不详],2007.
[2]樊安乐.精冲机用多工位级进模[J].模具工业,1991(3):7-11.
[3]谢又炎,周晓峰.定位桥精密多工位级进模设计[J].模具工业,2001(5):14-17.
[4]潘阳准.插头簧片精密多工位级进模设计[J].模具工业,2001(5):11-13.
[5]阮中燕、钟晓燕.氮气弹簧式精冲级进模具的设计[J].电加工与模具,2004(5):59-61.
[6]金丽君.链片准高速精密冲裁级进模[J].机械工程师,2005(12):147-148.
[7]欧阳波仪,李洋,石宗金.精密连接端子级进模设计[J].模具工业,2006(10):16-20.
[8]夏华,王昶,胡亚民.楔块模图册[M].北京:化学工业出版社,2007.
[9]刘胜林.板料精冲与挤压复合成形研究[D].武汉:武汉理工大学,2007.
[10]Schmidt R A.冷成形与精冲[M].赵震,向华,庄新村,译.北京:机械工业出版社,2008.
[11]洪慎章.摩托车从动链轮精冲复合模设计[J].模具制造,2009(2):63-68.
[12]叶俊勇,虞婕华.链板精密级进模设计[J].模具工业,2009(4):37-41.
[13]林志超,王蕾.连接器端子精密级进模设计[J].锻压装备与制造技术,2010(3):67-69.
[14]张东立,蔡敏.薄材料精密级进模设计[J].模具技术2010(5):23-26.
[15]梁合意.接触弹片多工位级进模设计[J].锻压装备与制造技术,2010(3):69-72.
[16]李贝,张斌.换档拨叉精冲级进模设计[J].模具制造,2011(6):24-26.
[17]张正威,孙恒,郝庆明.测量环多个缺口精冲模设计[J].模具制造,2011(3):16-18.
[18]陆建聚.调整垫片精密冲裁级进模设计[J].模具工业,2012(7):32-34.
[19]杜泗洲.精冲盲孔工艺研究与应用[J].金属成形工艺,1994(5):201-204.
[20]罗有生.一项先进经济的适用技术——普通压力机精密冲裁技术[J].适用技术市场,1995(1):3-5.
[21]早立,曾振鹏.摩托车从动链轮精冲复合模设计[J].模具技术,2000(6):63-68.
[22]贺咏梅,舒行军,秦渝茗.精密垫片精冲工艺与模具设计[J].模具工业,2004(6):50-53.
[23]周开华,幺廷先,齐翔宪.简明精冲手册[M].2版.北京:国防工业出版社,2006.
[24]叶俊勇,邱德芳,廖杭州.链板精密冲裁级进模设计[J].模具制造,2009(1):24-27.
[25]张社就,李冬梅.电动车制动拨叉级进精冲模具设计[J].锻压装备与制造技术,2009(4):77-78.
[26]易际明,赵军,黄桂美.离合器星轮精冲挤压工艺分析与模具设计[J].模具工业,2012,38(5):58-60.
[27]朱小兢.冷挤压技术在精冲模具设计中的应用[J].模具制造,2013(6):15-17.
[28]姚祖斌.在模具上整修钢制平板零件的研究[J].西北工业大学学报,1963(2):43-51.
[29]上海第七机床厂.1962年试制成功的新产品——机95-25型精密压力机[J].上海机械,1963(8):41-47.
[30]张正修.精密冲裁[J].锻压机械,1973(3):12-16.
[31]李锡曾.精密冲裁[J].锻压机械,1966(3):27-31.
[32]南京航空学院103教研室.精密冲裁概况及其发展[J].电子管技术,1977(1).
[33]刘渭贤,恽君璧,孙延龄.简易精密冲裁[M].上海:上海科学技术出版社,1990.
[34]鉴定委员会.YY99-25精密冲裁压力机鉴定会[J].仪器制造,1977(6).
[35]华中工学院锻压教研室.锻压少无切屑工艺发展概况[J].湖北机械,1979(3).
[36]朱季韬.一种简易精冲模结构简介[J].贵州机械,1983(2).
[37]国营七七二厂.精密冲裁[J].电子管技术,1976(3).
[38]内江锻压设备厂.YY99-63/100精冲压力机研制成功[J].锻压机械,1983(6).
[39]上海开关厂工具车间.触指精冲模[J].高压电器,1977(4).
[40]张正修.精密冲裁与模具三化技术座谈会召开[J].模具通讯,1980(1).
[41]涂光祺,精冲压力机静压导轨结构刚度分析[C]//中国锻压学会第6届全国年会论文集.出版地不详:[出版社不详],1995.
[42]金鑫,周学斌,陈志强.STD工业控制机在精密冲裁液压机上的应用[J].兵工自动化,1994(3):.
[43]胡亚民.HSR型自动精冲压力机组[J].世界机械工业,1988(9).
[44]沈新民.高速精密自动级进冲压工艺分析[J].机械工艺师,1993(4):10-12.
[45]夏庆发.HFB-2500A全自动液压精冲机通过技术鉴定[J].模具制造,2005(2):14-15.
[46]李永刚.混合驱动的拉伸压力机与精压机的基础理论研究[D].天津:天津大学,2003.
[47]汤建云.厚板精冲工艺参数试验研究及有限元分析[D].武汉:武汉理工大学,2006.
[48]朱培浩.1000kN精密液压机精细分析[D].天津:天津理工大学,2011.
[49]陈文.450T机械式精密冲压机的优化设计与研究[D].无锡:江南大学,2011.
[50]胡俊伟.10000kN精冲压力机虚拟设计研究[D].武汉:武汉理工大学,2011.
[51]郭飞.钢背无齿圈精冲成形模拟及工艺参数优化[D].武汉:武汉理工大学,2012.
[52]曹晨华.精冲与复合精冲工艺参数研究[D].武汉:武汉理工大学,2009.
[53]杨珊.斜齿圆柱齿轮精冲成形规律与工艺参数优化[D].武汉:武汉理工大学,2013.
[54]胡亚民.关于复合挤压与冲裁关系的初步研究[J].模具技术,1990(3):1-7.
[55]华林,刘胜林,曹晨华,等.一种板料冲压冷锻与精冲复合凸台零件的成形工艺[P].中国专号:CN101259509,2008-10-04.
[56]华林,毛华杰,杨珊,等.精冲模具及使用其加工斜齿圆柱齿轮的旋转精冲成形方法[P].中国专号:201210165772,2012-05-25.
[57]schmid公司.schmid公司摆辗机样本[Z],2005.
[58]涂光棋,赵彦启,杜贵江,等.往复成形精冲压力机的开发[C]//第八届全国塑性加工学术年会论文集.出版地不详:[出版社不详],2002.
[59]马宝庆,裴伟才.金属摆辗精密冲裁新工艺的探讨[J].锻压技术,1981(1):26-31.
[60]付建华.辊式精冲机初步探讨[J].山西机械,2002(2):9-10.
____________________________________________________________________________________________________________________________________